+7 (495) 280-02-06
info@butis.ruПайка выводов фильтра в корпусе SMD должна производиться припоем с температурой плавления не более 150°С при помощи паяльника с температурой жала не более 160°С.
Требуется предварительный прогрев корпуса со скоростью не более 10°С/мин до температуры 100°С.
При пайке рекомендуется использовать флюс радиомонтажный, нейтральный ЛТИ-120.
Время пайки не должно превышать 10 секунд.
Пайка выводов фильтров должна производиться припоем ПОС-61 ГОСТ 21930 при помощи паяльника с температурой жала не более 235°C.
Максимальное время касания каждого вывода жалом паяльника 3 с.
Минимальное время между пайками соседних выводов 5 с.
Минимальное время между пайками одних и тех же выводов 5 мин.
Допускается пайка корпусов фильтра по периметру к монтажным элементам припоем с температурой плавления не более 150°С и паяльником с температурой жала не более 160°С.
Требуется предварительный прогрев корпуса со скоростью не более 10°С/мин до температуры 100°С.
При пайке рекомендуется использовать флюс радиомонтажный, нейтральный ЛТИ-120.
Время пайки не должно превышать 10 секунд.
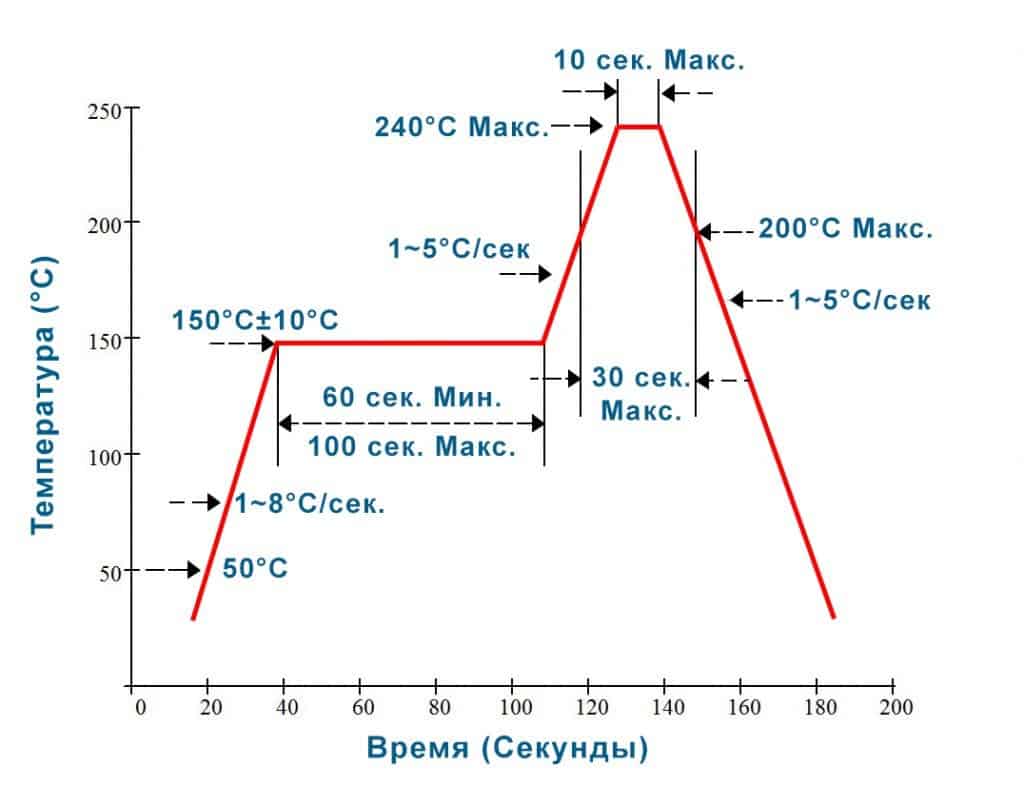
При автоматической пайке фильтров на печатную плату температурный режим нагрева должен соответствовать графику, приведенному ниже.
При автоматической сборке монтаж фильтров производить после отмывки платы на предварительно облуженные монтажные площадки.
Не допускается ультразвуковая и струйная отмывка платы с установленным фильтром.