+7 (495) 280-02-06
info@butis.ruПредставлены результаты исследований основных СОМ-параметров (коэффициента отражения, коэффициента связи и эффективной скорости волны), как функции коэффициента металлизации в электродной структуре и толщины пленки алюминия, для ряда срезов пьезоматериалов, используемых в акустоэлектронике.
Важнейшими параметрами при проектировании устройств на поверхностных акустических волнах (ПАВ), в особенности фильтров с малым вносимым затуханием, являются коэффициент отражения от электрода и скорость акустической волны под электродной структурой. Тем не менее, существует мало публикаций, посвященных исследованию их зависимости от геометрии электродной структуры (коэффициента металлизации решеток и толщины напыляемой пленки), что связано с большими трудностями измерения данных параметров.
В настоящей работе были экспериментально получены отражательные характеристики алюминиевых полосок и зависимость эффективной скорости ПАВ от параметров электродной структуры для пьезоэлектриков: 64°УХ-LiNbO3, 41°УХ-LiNbO3, 49°УХ-LiNbO3, 128°УХ-LiNbO3, выпускаемых российскими производителями. В качестве тестовой структуры для сильных пьезоэлектриков использовалась конструкция на основе продольно-связанной резонаторной структуры, для 128°УХ-LiNbO3 - структура, работающая на основе реверсивного МПО. Исследуемый диапазон по коэффициенту металлизации составлял km=0.3…0.5, по относительной толщине металлизации – hm=0.018…0,05, рис.1. Методологический подход к обработке экспериментальных результатов был идентичен во всех случаях и основывался на методе полиномиальной регрессии второй степени. При этом величина погрешности не превышала 12%. Такая величина ошибки в большинстве случаев является допустимой, поскольку приводит к незначительному изменению амплитудно-частотной характеристики фильтра в части ширины полосы пропускания и положения центральной частоты.
Рассмотрим основные результаты исследований на примере данных по коэффициенту отражения Кр от пары закороченных алюминиевых полосок, нанесенных подложку из 64°УХ-LiNbO3, рис.2.
На рис.3 приведена полученная зависимость коэффициента отражения Кр от коэффициента металлизации для диапазона относительной толщины металлизации 0,018…0,05λ. Шаг изменения hm равен 0,004λ. Анализ характеристик показывает, что существует значительная нелинейность в изменении коэффициента отражения с ростом толщины пленки. Этот эффект обусловлен изменением коэффициента связи ΔV/Vпри нанесении тонких (меньше длины волны) пленок на поверхность пьезоэлектрика.
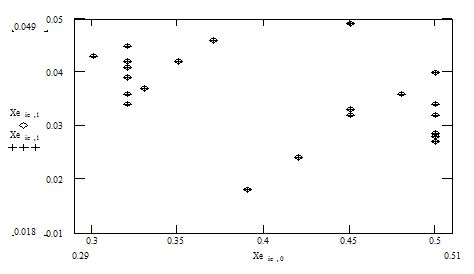
Рис.1. Положение экспериментальных точет коэффициента отражения для пары закороченных электродов для 64°LN в плоскости km, hm
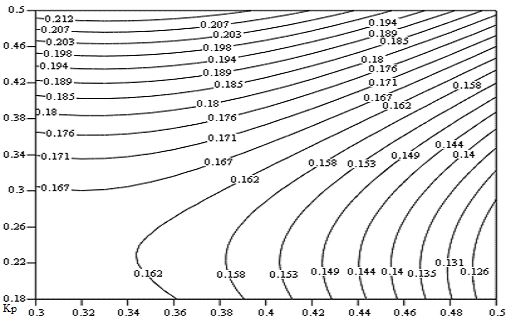
Рис.2. Распределение коэффициента отражения от пары закороченных электродов для 64°LN в плоскости km, hm, полученное методом полиномиальной регресии второго порядка

Рис.3. Зависимость расчетного коэффициента отражения Кр от коэффициента металлизации km для диапазона относительной толщины металлизации 0,18…0,05λ. Шаг изменения hm= 0,04λ
Представляет интерес сравнение полученных результатов с выводами Хартмана-Плесского-Райта [1,2] для 64°УХ-LiNbO3. На рис.4 приведены расчетные кривые Кр, полученные на основании уравнения [2]:

где K - коэффициент отражения на длину волны; hλ- толщина пленки в длинах волн; Δ - коэффициент металлизации в структуре; Ps - функции Лежандра, где s определяет тип электродной структуры (количество электродов на период); dV - коэффициент электро-механической связи; А1, А2 – числовые коэффициенты; знак + соответствует случаю короткозамкнутых полосок.
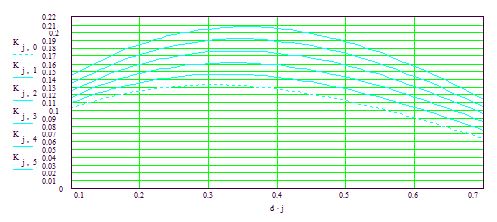
Рис.4. Зависимость коэффициента отражения от km, hm,
рассчитанная по выражению (1)
Из сравнения графиков рис.3,4 видно, что они различаются не только по абсолютной величине Кр, но и по характеру изменения коэффициента отражения от толщины пленки, который в последнем случае носит постоянный характер (постоянное приращение Кр при шаговом изменении толщины металлизации). Эта разница обусловлена тем, что:
В данной работе получено уточненное выражение для Кр, обеспечивающее большую сходимость теоретических и экспериментальных результатов (2):

На рис.5 приведена величина погрешностей расчетных значений Кр, полученных по (1) и (2). Максимальная величина ошибки в первом случае составляет 21%, во втором - 14%. Следует отметить, что реальная величина dV также отличатся от расчетного значения 0,0465 и составляет величину порядка 0,063.

Рис.5. Величина погрешности Кр (в процентах)
при использовании выражений (1) - □ и (2) -
Для анализа изменения dV в плоскости hm, km была применена полиномиальная регрессия первого порядка. При этом получено, что абсолютная величина изменения dVв исследуемом диапазоне hm, km составляет 5%.
Аналогичный подход был использован при обработке экспериментальных результатов по коэффициенту отражения и эффективной скорости волны для 64°УХ-LiNbO3 , 41°УХ-LiNbO3 , 49°УХ-LiNbO3 и 128°УХ-LiNbO3. В результате которого были получены следующие аналитические выражения для основных СОМ-параметров (3):
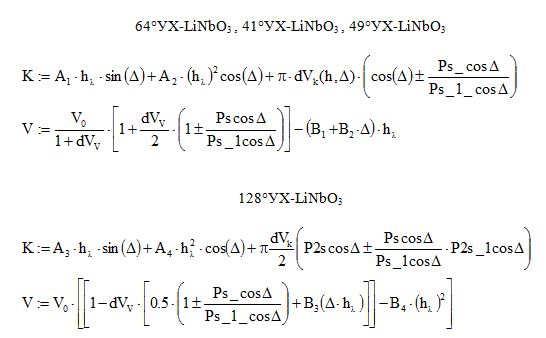
где K - коэффициент отражения на длину волны; V– эффективная скорость под электродной структурой; Vo - скорость ПАВ на свободной поверхности; hλ - толщина пленки в длинах волн; Δ - коэффициент металлизации в структуре; Ps -функции Лежандра, где s определяет тип электродной структуры (количество электродов на период); dV - коэффициенты электро-механической связи; А, В – числовые коэффициенты; знак ± соответствует случаям короткозамкнутых либо разомкнутых полосок.
В таблице приведены данные по чувствительности эффективной скорости волны различных срезов к величине коэффициента металлизации структуры в диапазоне частот 100…800 Мгц для закороченных алюминиевых полосок (толщина металлизации 0,3 мкм).
Использование полученных зависимостей для коэффициента отражения и эффективной скорости волны при разработке ПАВ-фильтров с малыми потерями позволило уменьшить число расчетных итераций до 1-2 и разработать систему рекомендуемых допусков на основные технологические операции, что обеспечило увеличение процента выхода годных на 20% при серийном внедрении ПАВ-фильтров в производство.
| Тип среза | Км | Частота, МГц | Изменение эффективной скорости волны, м/с |
| 64°УХ-LiNbO3 | 0,3±0,010,5±0,01 | 100 / 500 / 800 | 6 / 7 / 85 / 6 / 7 |
| 41°УХ-LiNbO3 | 0,3±0,010,5±0,01 | 100 / 500 / 800 | 9 / 10 / 118 / 10 / 12 |
| 49°УХ-LiNbO3 | 0,3±0,010,5±0,01 | 100 / 500 / 800 | 8 / 9 / 108 / 9 / 10 |
| 128°УХ-LiNbO3 | 0,3±0,010,5±0,01 | 100 / 500 / 800 | 2 / 3 / 53 / 4 / 5 |